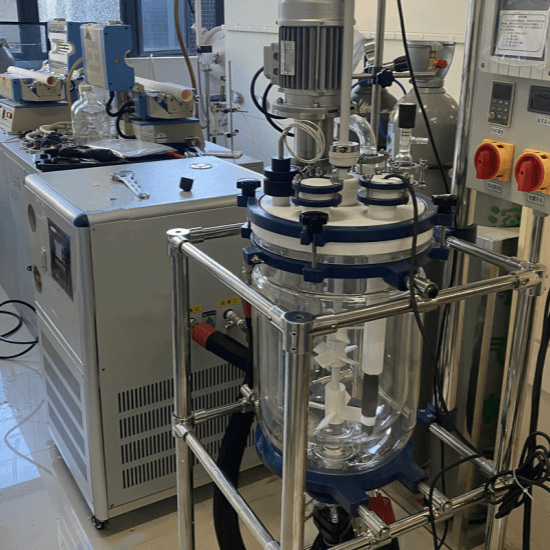
The Laboratory Double Layer Glass Reactor 50L is engineered for precision thermal control and efficient chemical reactions in laboratory settings. Designed with a 50-liter material capacity and a 30-liter mezzanine jacket, this reactor enables stable operation across a wide temperature range from -120°C to 300°C. Its durable glass structure and customizable features make it ideal for synthesis, distillation, and other reaction processes.
Key Features of the Laboratory Double Layer Glass Reactor
Large Capacity Reaction Vessel: With a 50L material volume and 30L mezzanine jacket, suitable for mid- to large-scale laboratory experiments.
Excellent Thermal Performance: Operates from -120°C to 300°C, suitable for exothermic and endothermic reactions.
Customizable Ports: Six standard ports allow flexible integration of sensors, feeding funnels, and condensers.
Durable Stirring System: Features a stainless steel stirring shaft covered with fluorine material for corrosion resistance and high chemical compatibility.
Stable and Adjustable Mixing: Rotational speed adjustable from 0 to 400 rpm, driven by a robust motor.
High Visibility and Safety: Double layer borosilicate glass provides clear observation and strong resistance to chemical attack.
Technical Specifications
Material Capacity: 50L Mezzanine Capacity: 30L Number of Ports: 6 (Customizable) Constant Pressure Funnel: 2L Stirring Paddle: Stainless Steel with Fluorine Coating Coverage Diameter: 260mm Inner Cylinder Diameter: 220mm Outer Cylinder Diameter: 410mm Vessel Height: 820mm Rotational Speed: 0–400 rpm Stirring Shaft Diameter: 17mm Voltage / Frequency: 220V / 50Hz Temperature Range: -120°C to 300°C
Compatible Equipment
Low Temperature Cooling Circulator – Maintains sub-zero temperatures for cryogenic reaction control.
Heating Circulator – Delivers stable heating, essential for thermal regulation in chemical reactions.
Vacuum Pump – Supports vacuum distillation and solvent recovery with the Laboratory Double Layer Glass Reactor.
Condenser and Collection Flask Set – Useful for reflux, condensation, and solvent separation setups.
Explosion-Proof Control Box – Enhances safety in high-risk laboratory environments.
Outstanding Benefits of the Laboratory Double Layer Glass Reactor
The Laboratory Double Layer Glass Reactor 50L delivers a balanced combination of high-capacity reaction volume, exceptional chemical resistance, and stable thermal control. Designed to handle a wide temperature range and equipped with a corrosion-resistant stirring system, it provides unparalleled performance for chemical synthesis, pharmaceutical development, and pilot-scale research. It is the ideal solution for labs requiring versatility, safety, and operational precision.
Watch Product Demonstrations
Explore real-world performance and applications in our product demo videos. Visit our video library for more insights and demonstrations.
Discover More Laboratory Double Layer Glass Reactor Models
We provide worldwide shipping for all laboratory equipment. Every order is carefully packaged to ensure safe delivery. If the item is in stock, it will be shipped within 3–7 business days after payment confirmation. For out-of-stock items, we will inform you of the estimated shipping time based on the specific product.
Shipping Methods: DHL, FedEx, UPS, or sea freight (depending on order size and destination) Estimated Delivery Time:
Asia: 5–10 business days
Europe & North America: 7–12 business days
South America & Africa: 10–15 business days
Sea freight: subject to actual transit time
Tracking: A tracking number will be provided via email once the shipment has been dispatched. Customs & Duties: Buyers are responsible for any import taxes or customs duties required by their country or region.
For bulk orders, custom packaging, or special shipping arrangements, please contact our teamfor personalized assistance at lab@equilrxnlab.com.
Product specifications
High Pressure Reactor Equipment Specifications
Model
AKF-10L
AKF-20L
AKF-30L
AKF-50L
AKF-100L
AKF-150L
AKF-200L
Material Capacity (L)
10L
20L
30L
50L
100L
150L
200L
Mezzanine Capacity (L)
6
10
16
30
60
Number of Ports
6 (Customizable)
Constant Pressure Funnel
1L
2L
5L
Stirring Paddle
Stainless Steel Covered with Fluorine Material
Coverage Diameter (mm)
260
340
Inner Cylinder Diameter (mm)
220
290
340
Outer Cylinder Diameter (mm)
270
370
410
500
600
690
Vessel Height (mm)
500
635
710
820
1070
1170
1280
Rotational Speed (rpm)
0-450
0-450
0-450
0-400
0-350
0-300
0-250
Stirring Shaft Diameter (mm)
15
15
15
17
20
22
25
Voltage Frequency
220V/50Hz
Temperature Range
Low -120°C to High 300°C
introduce
Product features:
Chemical Synthesis in Research Laboratories The laboratory double layer glass reactor 50L is ideal for controlled chemical synthesis in academic and industrial R&D labs. Its large material capacity and wide temperature range from -120°C to 300°C allow researchers to perform reactions under precisely regulated thermal conditions.
Pharmaceutical Process Development This double layer glass reactor is widely used in pharmaceutical labs for drug formulation testing and compound synthesis. Its chemical-resistant glass construction ensures purity, while the double-layer design provides stable thermal control essential for sensitive reactions.
Pilot-Scale Experiments in Biochemical Engineering Thanks to its 50L reaction volume and 30L jacketed layer, this reactor supports scale-up from bench-top to pilot-scale. It’s suitable for enzyme reactions, fermentation processes, and metabolic pathway testing under reproducible thermal and stirring conditions.
Material Science Research and Polymerization In materials research, the double layer glass reactor enables polymer synthesis, nanoparticle development, and sol-gel processing. The precise stirring system and stable jacketed temperature control are critical for producing consistent material properties.
Petrochemical Testing and Analysis Petrochemical engineers use this laboratory double layer glass reactor for evaluating catalyst performance, performing hydrothermal reactions, and testing additives under high or low temperatures, all with safe glass containment.
Environmental and Agricultural Chemistry Applications The reactor’s versatility supports research in environmental remediation (e.g., degradation studies of pollutants) and agricultural compound development, such as synthesizing fertilizers or plant-growth regulators with temperature-sensitive processes.
Educational Demonstrations in Universities For teaching purposes in chemical engineering and applied science departments, the 50L double layer glass reactor offers a visible and safe way to demonstrate reaction mechanisms, thermal control principles, and scale-up strategies.
peculiarity
Bottom Discharge Port
High borosilicate glass, anti-corrosion and corrosion-resistant
Spiral condenser
Inner tube spiral, cooling area
Large, more effective condensation
High borosilicate glass
Corrosion-resistant,High temperature resistance 300'C, high borosilicate
The glass has a low expansion rate and is resistant to high
PTFE stir bar
PTFE impeller is corrosion-resistant
Corrosion/acid and alkali resistance
Multiple stirring paddles available for your selection
According to the different properties and viscosities of materials, a variety of stirring paddles are available for your selection. The standard configuration includes ABCD types of stirring rods, with the A-type paddle recommended for the bottle neck, and custom-made EF and G types of stirring rods are available as well
Factory direct sales
“Factory direct sales ensure affordability, reliability, and direct access to high-quality products.”
Reliable quality
“Reliable quality ensures trust, satisfaction, durability, and consistent performance.”
Worry free after sale
“Worry-free after-sale service ensures peace of mind and satisfaction.”
Customized service
“Customized services provide personalized solutions and tailored experiences.”
Actual Product Results at Client Locations
Explore real-world examples of our product in action at client locations, showcasing its effectiveness and performance across various applications.